
























































































































































































































































































































































Seite 130
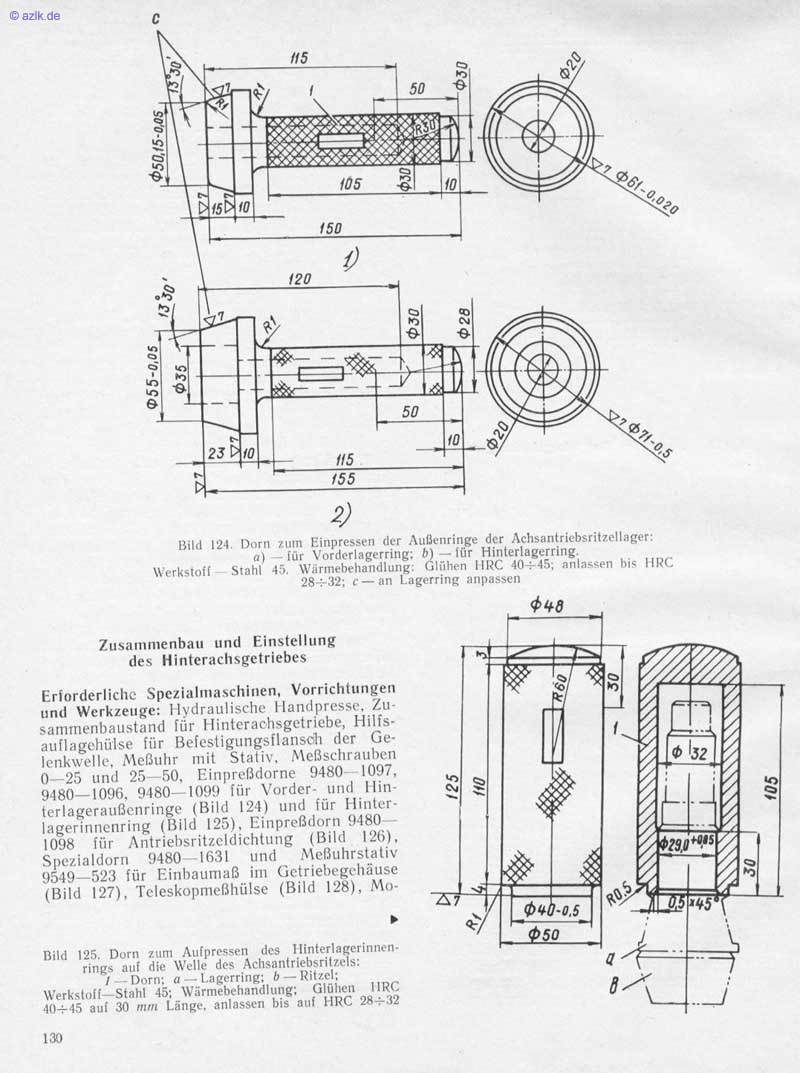
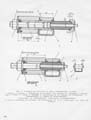
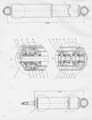
@ azikde 15 23 Bild 124. 50 -0 50 ff5 2) Dorn Einpressen der Außenringe der Achsaniriebsritzellager: a) — Vorderlagerring: b) — iGr Hinterlagerring. Werkstoff — Stahl Wärmebehandlung: Glühen IRC anlassen bis HRC 28<-32; c— an Lagerring anpassen Zusammenbau und Einstellung des Hinterachsgetriebes Erforderliche Spezialmaschinen. Vorrichtungen und Werkzeuge: Ilydraulische llandpresse. Zu- sammenbaustand iiir Hinterachsgetriebe, Hilfs- auflagehülse fiir Befestigungsflanscll der Ge• lenkwelle, Meßuhr mit Stativ. Meßschrauben 0—25 und 25—50, Einpreßdorne 9480—1097, 9480—1096, 9480—1099 iiir Vorder- und Hin. tcrlageraußenringe (Bild 124) und für Hinter- lagerinnenring (Bild 125). Einpreßdorn 9480 1098 für Antriebsritzeldichtung (Bild 126), Spezial dorn 9480— 1631 und Meßuhrstativ 9549—523 für Einbaumaß im Getriebegehäuse (Bild 127), Teleskopmeßhülse (Bild 128), Mo. Bild 125. Dorn zum Aufpressen des Hinterlagerinnen. rings ani die Welle des Achsantriebsrittels: — Dorn: a — Lagerring: b Ritzel: Werkstoif —Stahl 45; Wärmebehandlung: Glühen I IRC 40+45 aul 30 mm Länge, anlassen bis auf HRC 28+32 132 -0.5